2025恒鑫供应21CrMoV5-7合结钢圆棒、21CrMoV5-7厂家销售价格
你知道哪里有21CrMoV5-7 ?我知道,《恒鑫钢材》货源充足,规格齐全,可订做特殊钢材,价格优惠,更不可示意的是还24小时在线,24小时免费送货上门.不信你可以打电话试试,杠杠的,可以叫他提供样品给你试试,包证你满意!
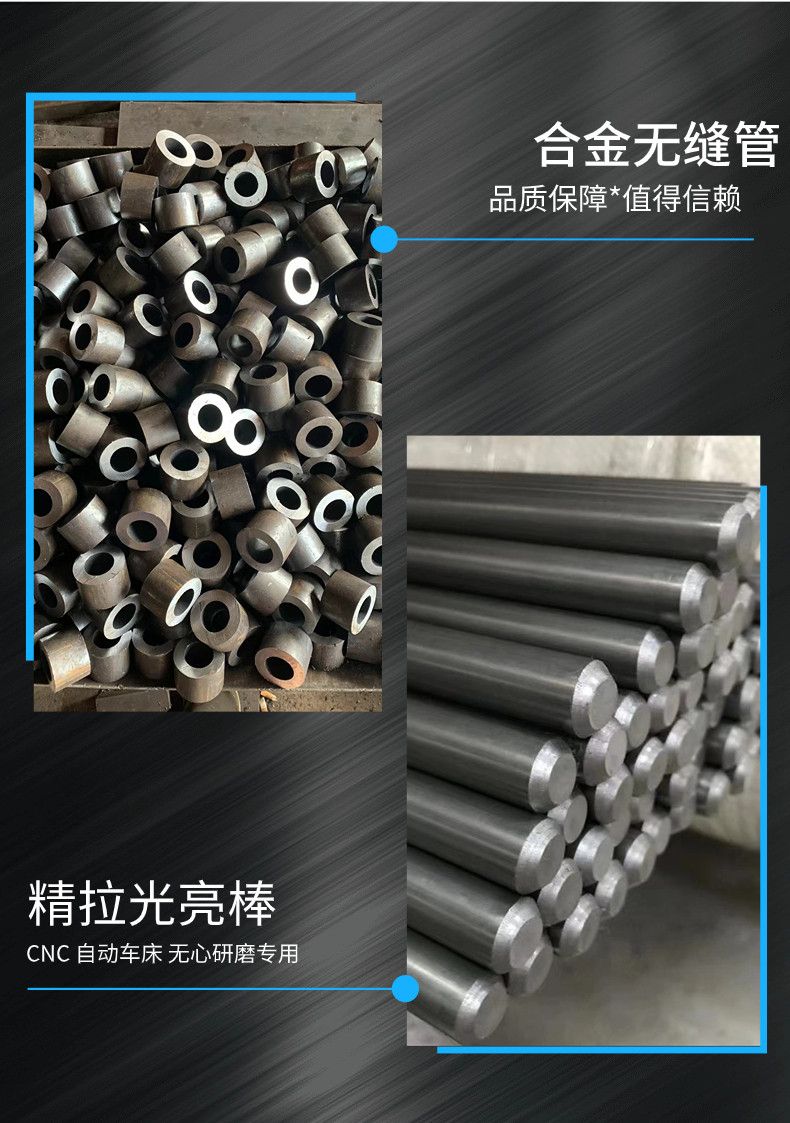
恒鑫钢材有限公司长期大量批发零售:不锈钢、模具钢、纯铁、易切削钢、合结钢、碳结钢、汽车钢板(镀锌板,冷轧板,热轧板,酸洗板)铸铁、生铁、工具钢、弹簧钢、轴承钢、高速钢、冷镦钢、铜合金、钛合金、石墨、钨钢、铝合金、耐热钢。我公司是一家集生产、加工、销售与一体的大型特殊钢材综合企业。专业生产销售各种钢材:板材、带材、管材、棒材、线材;可靠,价格优惠,可免费为客户提供样品确认。

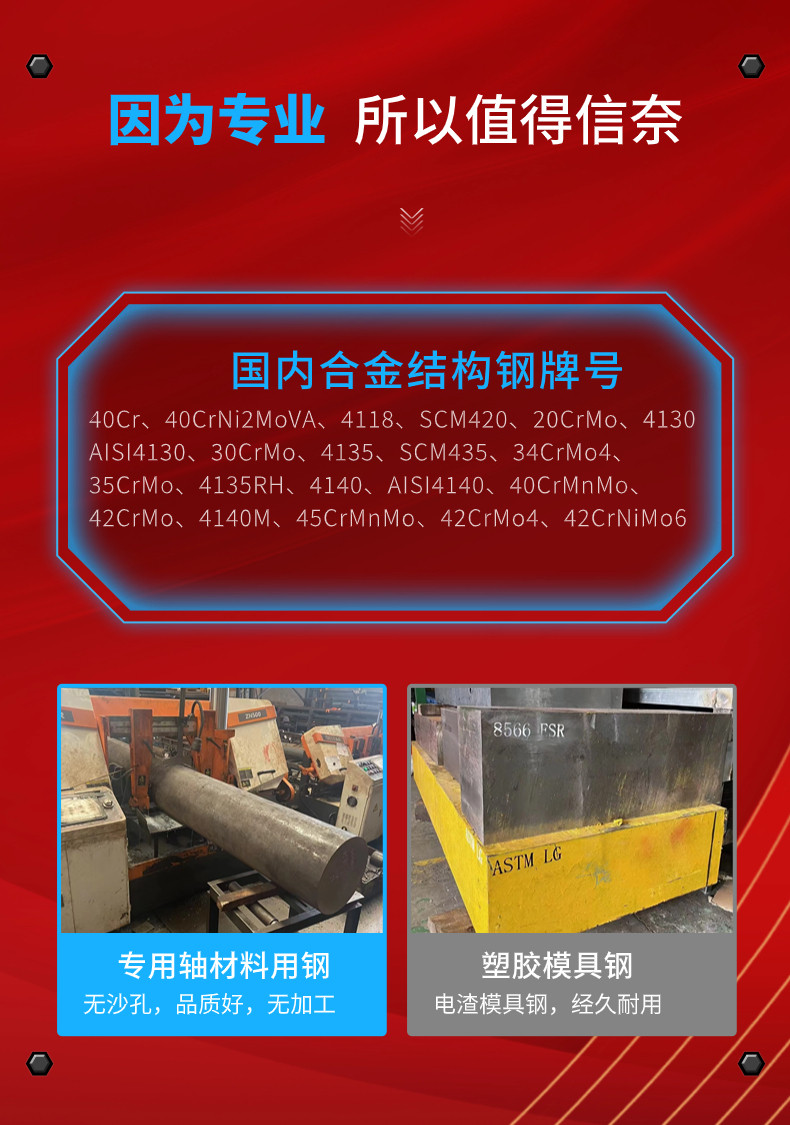
合金结构钢
20Mn2 30Mn2 35Mn2 40Mn2 45Mn2 50Mn2 20MnV 27SiMn 35SiMn 42SiMn
20SiMn2MoV 25SiMn2MoV 37SiMn2MoV 40B 45B 50B 40MnB 45MnB 20MnMoB 15MnVB 20MnVB 40MnVB 20MnTiB 25MnTiBRE 15Cr 15CrA 20Cr 30Cr 35Cr 40Cr 45Cr 50Cr 38CrSi 12CrMo 15CrMo 20CrMo 30CrMo 30CrMoA 35CrMo 42CrMo 12CrMoV 35CrMoV 12Cr1MoV 25Cr2MoVA 25Cr2Mo1VA 38CrMoAl 40CrV 50CrVA 15CrMn 20CrMn 40CrMn 20CrMnSi 25CrMnSi 30CrMnSi 30CrMnSiA 35CrMnSiA 20CrMnMo 40CrMnMo 20CrMnTi 30CrMnTi 20CrNi 40CrNi 45CrNi 50 CrNi 12CrNi2 12CrNi3 20CrNi3 30CrNi3 37CrNi3 12Cr2Ni4 20Cr2Ni4 20CrNiMo 40CrNiMoA 18CrNiMnMoA 45CrNiMoVA 18Cr2Ni4WA 25Cr2Ni4WA
21CrMoV5-7历史起源 21CrMoV5-7主要类型
21CrMoV5-7主要特性 21CrMoV5-7焊接性
21CrMoV5-7耐腐蚀性 21CrMoV5-7抛光性能
21CrMoV5-7耐热性能 21CrMoV5-7耐腐蚀性
21CrMoV5-7结构成分 21CrMoV5-7制作材料
21CrMoV5-7物理性能 21CrMoV5-7典型用途
21CrMoV5-7主要产品 21CrMoV5-7技术参数
21CrMoV5-7主要问题 21CrMoV5-7影响因素
21CrMoV5-7铬的影响 21CrMoV5-7镍的影响
21CrMoV5-7钼的影响 21CrMoV5-7发展
2025恒鑫供应21CrMoV5-7合结钢圆棒、21CrMoV5-7厂家销售价格 京诚瑞信在进行大开口度330吨飞剪研发时,便以解决以上技术难题为目标,进行相关结构的创新设计,并申请了实用新型专利3项。飞剪机采用整体式焊接箱体,后部开盖结构,箱体刚性,设备重量轻。此种结构的箱体更便于齿轮、曲轴和轴承的安装,同时现场也 货。
恒鑫钢材0 998 欢迎来电洽谈
2025恒鑫供应21CrMoV5-7合结钢圆棒、21CrMoV5-7厂家销售价格 卫报称新南威尔士州将经历近60年来严重的洪水,不少居民离开家园。视频里一栋房屋被整栋冲走,沿着曼宁河漂浮而下。新南威尔士州是澳大利亚重要的煤炭产区,大煤矿中采掘出的黑煤占澳大利亚黑煤产量的2/3,我国是该州大贸易伙伴、大进口来源地。 货热轧板卷4.CQ235B本钢5050-现货热轧板卷4.CQ235B通 B通钢5050-现。 采用较大的焊接电流以保证周边熔合好。3切换法处在难以观察位置的冻裂长缝或大面积腐蚀的管道,可用切换法。将渗漏管道切去一段,用相同直径的管道替换,并将新管两端割成马蹄形,斜口对着焊工形成一个窄缝窗口,以便观察背面焊缝的焊接。
华北市场长材流入量增幅大于整个钢材流入量增幅,因此2019年钢材流入量中长材占比较2018年高出2.04个百分点,至37.92%。总体看,华北市场板带材流入量规模依然大于长材,板带材流入量占比虽然有所下降,但对长材流入量占比依然保持着较大的优势;2019年华北市场长材消费增长明显好于板带材,同时板带材消费存在适度收缩的迹象。 火电用煤需求向好,自今年四月份电力生产恢复正增长后,五月份电力生产尤其是火电生产再次明显加快,水电出力大幅减弱,火电压力加大。六月上旬,全口径发电量同比增长约9.1%。叠加进口煤政策趋严,沿海煤市强势回归,到港拉煤船舶激增,环渤海港口库存上涨。 1)包括U焊道和T焊道的终层,作为原则,分3个以上焊道施工。2)U焊道和T焊道的焊接线能量、焊道间温度在下列范围内施工。U焊道:15-22kJ/cm250℃以下;T焊道:15-25kJ/cm250℃以下;3)U焊道的焊接部位末端停止在距柱表